
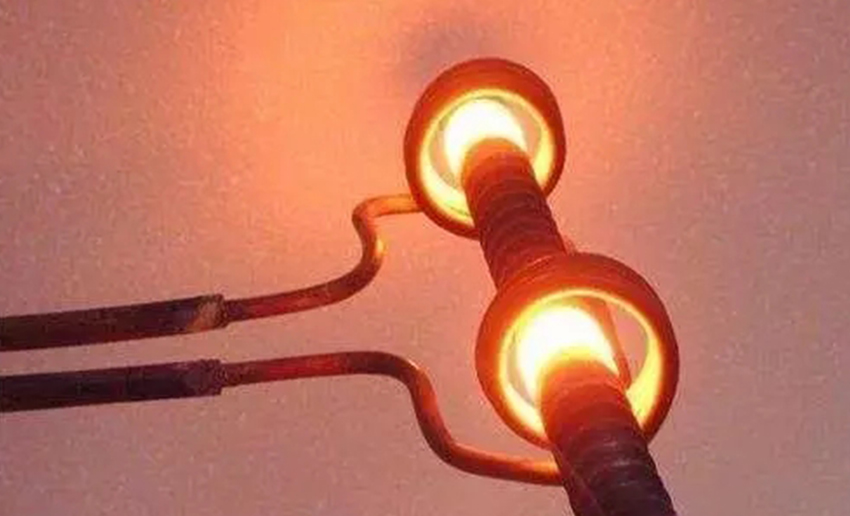
感應加熱是利用電磁感應的原理,使工件表面產生渦流而被加熱。感應加熱主要有高頻加熱、中頻及工頻加熱,具有加熱速度快,時間短,變形小,淬硬層組織細小,淬硬層厚度可有效控制等特點,但在淬火操作中注意以下五點:
1.感應圈與工件間的間隙不能過小或過大
若感應圈與工件間的間隙過小則容易發生感應圈與工件間放電、燒損工件,電流頻率越高,越容易發生放電現象。但間隙也不能過大,過大磁損較大,加熱效率較低,達不到表面淬火的目的。不同的工件淬火,工件加熱部位不同及加熱的方式不同間隙也不同,批量生產的工件用專用的感應器。
實際操作時,感應圈與工件間的距離通常難以保證,二者接觸是經常發生的情況,為確保感應圈與工件之間不放電打火,一定要做好感應圈的表面絕緣。但是因為工件加熱時溫度高,離線圈距離近,因此普通的絕緣材料無法滿足工藝要求,使用能夠耐高溫的高溫絕緣漆貨其他處理方式.
2.圓柱淬火件淬火時,不能無旋轉
在淬火時若工件不旋轉,則會出現工件淬硬層及淬火硬度不均勻現象,嚴重時會使淬火層剝落。這也是由于感應器與工件間間隙不均勻,導致加熱不均所造成。若是桿類零件,還會使工件彎曲。
3.淬火加熱溫度不能過高
如果淬火溫度過高,在內層會產生極大的應力,會導致淬硬層剝落。
4.軸類零件連續加熱工件旋轉與直線位移要匹配
若此類零件旋轉太慢而直線位移太快或感應圈高度不夠,往往會造成旋轉壯軟帶。因此軸類零件連續淬火,兩個運動速度須匹配。
5.淬火冷卻的噴水孔與感應加熱區的距離不能過大
淬火噴水孔與感應加熱區的距離過大將延遲淬火時間,降低了淬火溫度,減少了淬火的壓力,易于造成淬火硬度不夠。同樣水壓過低或噴水孔被堵,也會造成同樣的淬火缺陷,因此在感應淬火前須檢查水壓,噴水孔的暢通與否及調整好噴水孔與工件的距離,若不符合工藝要求不可淬火。
福天輥筒專注于各類精密輥筒的生產和研發,包括鋼輥、膠輥、不銹鋼輥、輸送輥筒、鏡面輥、加熱輥和鍍鉻輥等。
我司已通過ISO 9001:2015質量管理體系認證,擁有自營進出口權,目前80%的產品出口歐美等。
地址:浙江省紹興諸暨市暨南街道淀蕩畈工業區興建路2號
郵箱:info@rollerft.com

福天輥筒微信公眾號

微信掃碼咨詢輥筒




回到頂部
主站蜘蛛池模板: 在线日本中文字幕 | 一级片网址 | 在线不卡日韩 | 欧美综合在线观看 | 天堂毛片 | 四虎影院在线免费观看 | 免费欧美一级片 | 亚洲免费在线视频 | 蜜臀99久久精品久久久久小说 | 久久久999 | 久久久久久在线观看 | 三级三级久久三级久久18 | 国产视频1区2区 | 中文字幕免费视频 | 在线中文视频 | 天堂资源最新在线 | 中文字幕在线观看日本 | 久久久香蕉 | 亚洲视频欧美视频 | 四虎成人在线视频 | 亚洲精品a | 日韩av一区二区三区四区 | 婷婷精品在线 | 2019亚洲男人天堂 | 四虎免费在线视频 | 91黄色小视频 | 午夜看片福利 | 国产一区二区三区四区在线 | 成人在线激情视频 | www.日韩av.com | 一区二区激情视频 | 蜜桃精品视频在线观看 | 一起草av在线 | 色xxxxx| 九九国产 | 日本h在线观看 | 久久久久久一区二区三区 | 欧美黄色片视频 | 久操资源网 | 山村性事乱淫1一7 | 免费成人深夜夜视频 |






